(03-07-801) MIG brazing, EU
|
TECHNICAL ADVICE - Quick information for your help
|
|
Bulletin Nbr:
|
03-07-801
|
|
Date:
...........
|
Juli 2003
|
|
Market:
|
All
|
Saab 9-3 (9440) CV M04-
Some weld joints on the car have been replaced by a new type of weld joint using bronze rod, "MIG brazing". The areas affected are at the sill, the windscreen frame and the A-pillar. The distinctive feature of MIG brazing is that it is gold in colour.
For plate-metal damage where there is MIG brazing there is a new procedure and a new type of equipment is required. Before the Saab workshops have been trained and procured new equipment, damaged cars having MIG brazing must be taken to the nearest Opel workshop which has MIG brazing equipment. There is an "Opel Dealer MIG Brazing equipment" list in our IRIS database under Service Information - Technical News - Group 8 Body- MIG-Brazing. The list will be updated regularly and will appear under "What's New?" in IRIS. Should the occasion arise that an Opel authorised workshop does not have suitable equipment, contact one of the six approved suppliers for support. The list of "MIG- Brazing equipment suppliers" is in our IRIS database under Service Information - Technical News - Group 8 Body- MIG-Brazing.
Depending on equipment and plate-metal gauge, different types of settings are required for the welding machine, "welding parameters". This TN contains parameters for six pieces of approved equipment. Make sure that Opel authorised workshops and independent workshops engaged have parameters for the localised areas as well as the method concerned from WIS. In all cases pure argon gas must be used and the welding rod must be 1 mm.
|
Parameters for upper windscreen frame
|
Area
|
Type of joint
|
Plate-metal combination
|
Program
|
Method
|
Rod supply
|
Ampere
|
Manufacturer
|
|
1
|
Overlap
|
2.0/1.0
|
4
|
Pulse
|
2.6
|
|
Kemppi
|
|
1
|
Overlap
|
2.0/1.0
|
6
|
|
5
|
|
Cloos
|
|
1
|
Overlap
|
2.0/1.0
|
2
|
Short-arc
|
4
|
|
ElmaTech
|
|
1
|
Overlap
|
2.0/1.0
|
|
Pulse
|
|
60 (Trim -2)
|
Migatronic
|
|
1
|
Overlap
|
2.0/1.0
|
4
|
Pulse
|
3.3
|
|
Fronius
|
|
1
|
Overlap
|
2.0/1.0
|
4
|
Pulse
|
4.3
|
|
Wieländer
|
|
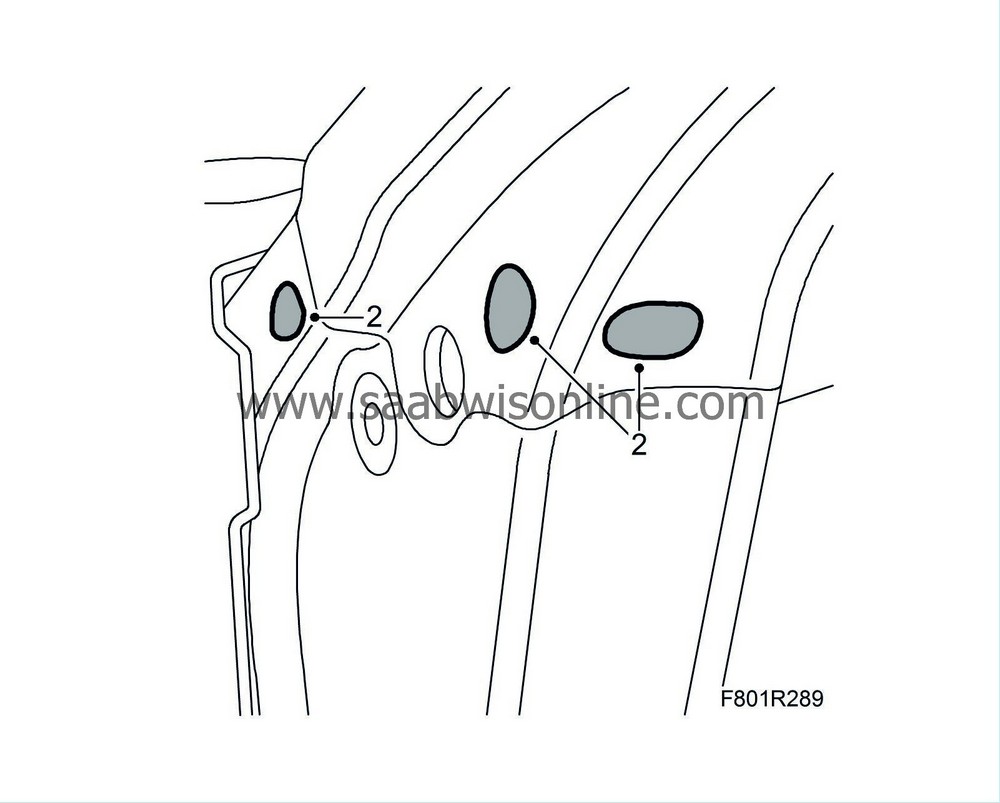
Parameters for A-pillar/door opening
|
Area
|
Type of joint
|
Plate-metal combination
|
Program
|
Method
|
Rod supply
|
Ampere
|
Manufacturer
|
|
2
|
Plug weld
|
1.2/2.2
|
4
|
Pulse
|
2.6
|
|
Kemppi
|
|
2
|
Plug weld
|
1.2/2.2
|
6
|
|
5
|
|
Cloos
|
|
2
|
Plug weld
|
1.2/2.2
|
2
|
Short-arc
|
4
|
|
ElmaTech
|
|
2
|
Plug weld
|
1.2/2.2
|
|
Pulse
|
|
60 (Trim -2)
|
Migatronic
|
|
2
|
Plug weld
|
1.2/2.2
|
4
|
Pulse
|
3.3
|
|
Fronius
|
|
2
|
Plug weld
|
1.2/2.2
|
4
|
Pulse
|
4.3
|
|
Wieländer
|
|
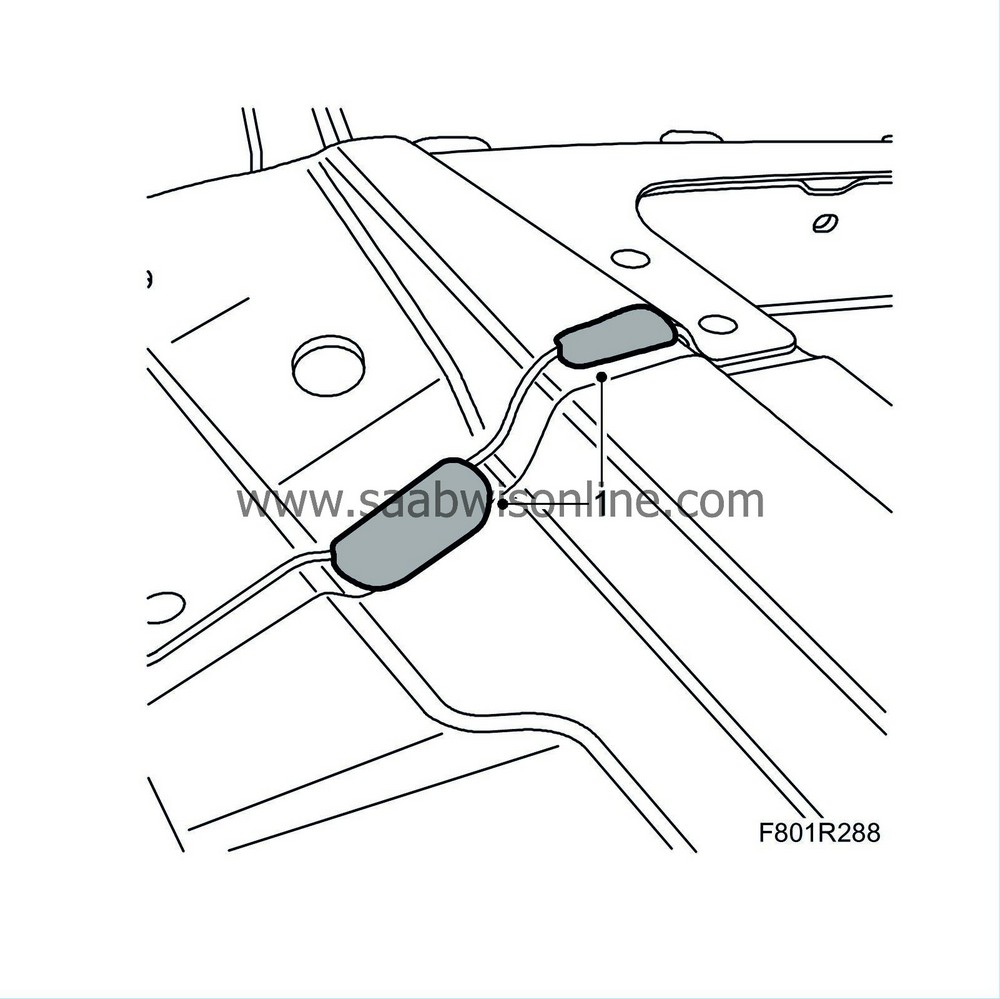
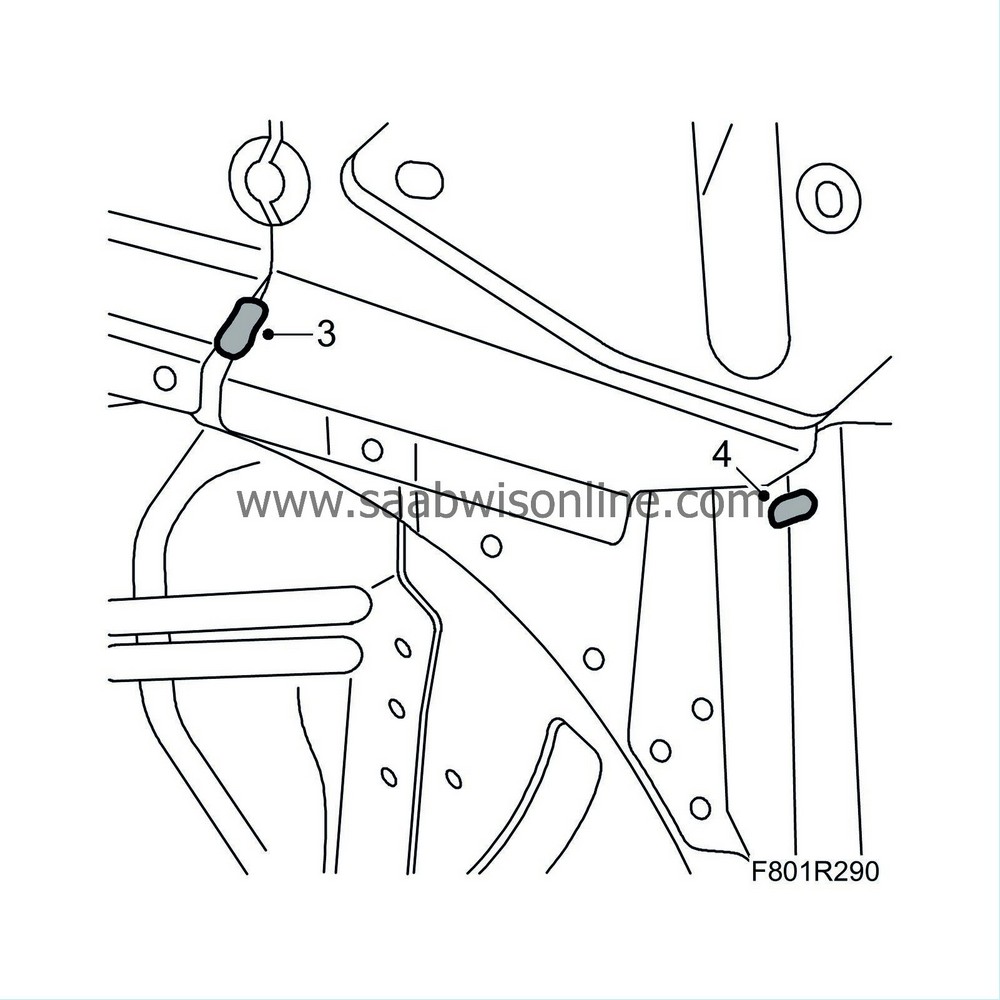
Parameters for the extension member, lower area
|
Area
|
Type of joint
|
Plate-metal combination
|
Program
|
Method
|
Rod supply
|
Ampere
|
Manufacturer
|
|
3
|
Overlap
|
1.1/1.2
|
5
|
Pulse
|
2.9
|
|
Kemppi
|
|
4
|
Overlap
|
1.1/2.2
|
4
|
Pulse
|
2.7
|
|
Kemppi
|
|
3
|
Overlap
|
1.1/1.2
|
5
|
|
5
|
97
|
Cloos
|
|
4
|
Overlap
|
1.1/2.2
|
6
|
|
5
|
89
|
Cloos
|
|
3
|
Overlap
|
1.1/1.2
|
4
|
Short-arc
|
5.2
|
|
ElmaTech
|
|
4
|
Overlap
|
1.1/2.2
|
2
|
Short-arc
|
4.0
|
|
ElmaTech
|
|
3
|
Overlap
|
1.1/1.2
|
|
Pulse
|
|
58 (Trim -1)
|
Migatronic
|
|
4
|
Overlap
|
1.1/2.2
|
|
Short-arc
|
|
63 (Trim 0.3)
|
Migatronic
|
|
3
|
Overlap
|
1.1/1.2
|
4
|
Pulse
|
3.3
|
|
Fronius
|
|
4
|
Overlap
|
1.1/2.2
|
2
|
Short-arc
|
2.3
|
|
Fronius
|
|
3
|
Overlap
|
1.1/1.2
|
4
|
Pulse
|
4.3
|
|
Wieländer
|
|
4
|
Overlap
|
1.1/2.2
|
4
|
Pulse
|
4.3
|
|
Wieländer
|
|
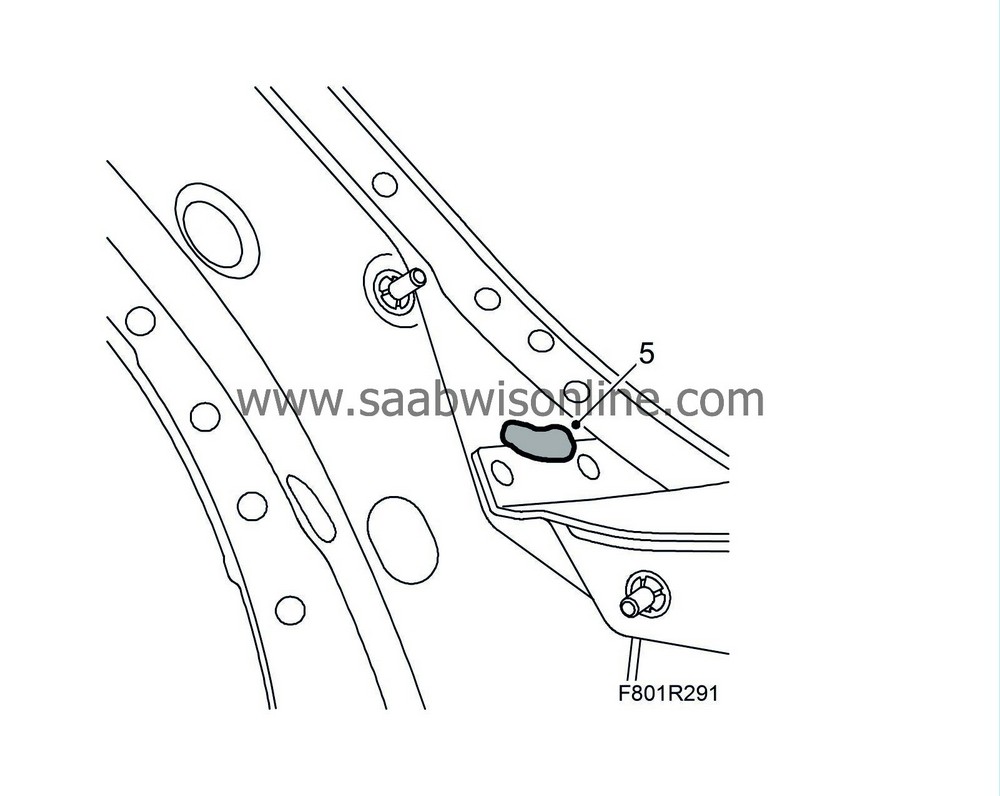
Parameters for inner A-pillar
|
Area
|
Type of joint
|
Plate-metal combination
|
Program
|
Method
|
Rod supply
|
Ampere
|
Manufacturer
|
|
5
|
Overlap
|
1.0/2.5
|
5
|
Pulse
|
3
|
|
Kemppi
|
|
5
|
Overlap
|
1.0/2.5
|
5
|
|
5
|
97
|
Cloos
|
|
5
|
Overlap
|
1.0/2.5
|
4
|
Short-arc
|
5.2
|
|
ElmaTech
|
|
5
|
Overlap
|
1.0/2.5
|
|
Pulse
|
|
58 (Trim -1)
|
Migatronic
|
|
5
|
Overlap
|
1.0/2.5
|
4
|
Pulse
|
3.3
|
|
Fronius
|
|
5
|
Overlap
|
1.0/2.5
|
4
|
Pulse
|
4.3
|
|
Wieländer
|
|
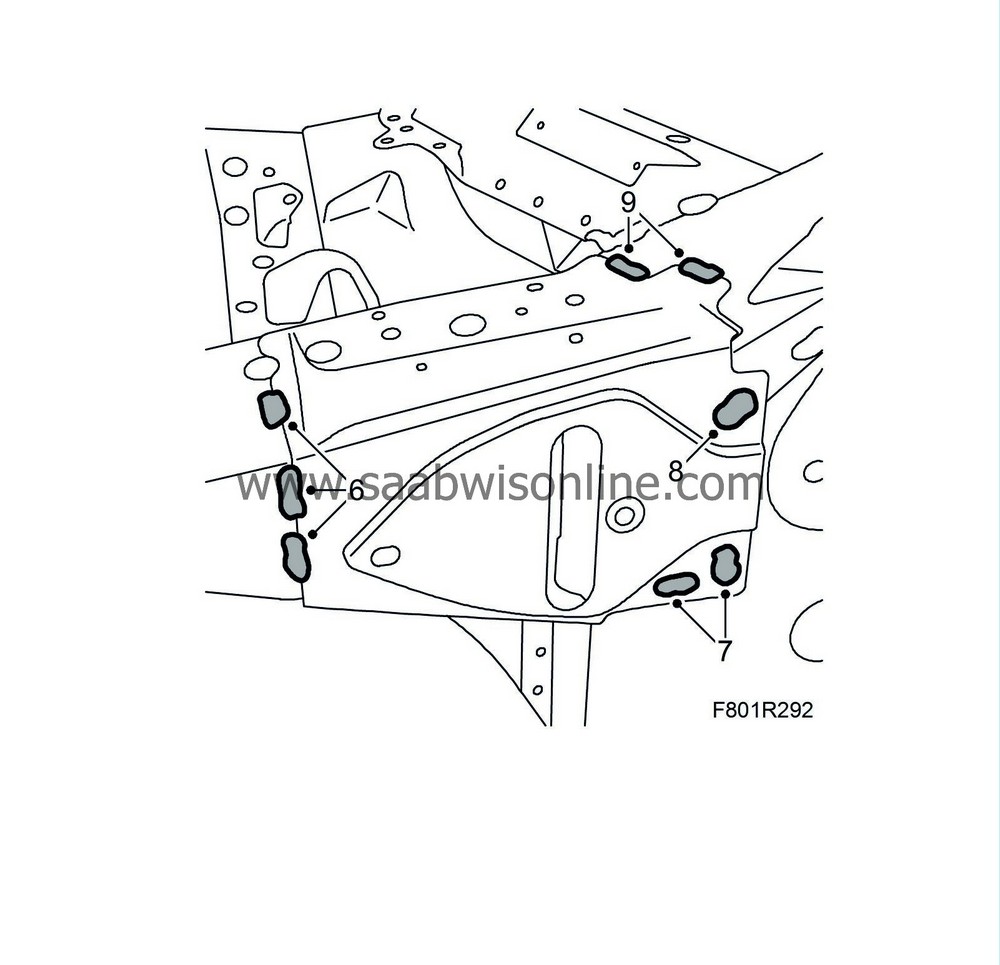
Parameters for the extension member, upper area
|
Area
|
Type of joint
|
Plate-metal combination
|
Program
|
Method
|
Rod supply
|
Ampere
|
Manufacturer
|
|
6
|
Overlap
|
1.1 / 1.2
|
4
|
Pulse
|
2.7
|
|
Kemppi
|
|
7
|
Plug weld
|
1.1 / 2.2
|
4
|
Pulse
|
2.7
|
|
Kemppi
|
|
8
|
Plug weld
|
1.1 / 1.2 / 2.2
|
5
|
Pulse
|
3.0
|
|
Kemppi
|
|
9
|
Overlap
|
1.1 / 1.2
|
4
|
Pulse
|
2.7
|
|
Kemppi
|
|
6
|
Overlap
|
1.1 / 1.2
|
6
|
|
5
|
|
Cloos
|
|
7
|
Plug weld
|
1.1 / 2.2
|
6
|
|
5
|
|
Cloos
|
|
8
|
Plug weld
|
1.1 / 1.2 / 2.2
|
5
|
|
5
|
97
|
Cloos
|
|
9
|
Overlap
|
1.1 / 1.2
|
6
|
|
5
|
|
Cloos
|
|
6
|
Overlap
|
1.1 / 1.2
|
2
|
Short-arc
|
4
|
|
ElmaTech
|
|
7
|
Plug weld
|
1.1 / 2.2
|
2
|
Short-arc
|
4
|
|
ElmaTech
|
|
8
|
Plug weld
|
1.1 / 1.2 / 2.2
|
4
|
Short-arc
|
5.2
|
|
ElmaTech
|
|
9
|
Overlap
|
1.1 / 1.2
|
2
|
Short-arc
|
4
|
|
ElmaTech
|
|
6
|
Overlap
|
1.1 / 1.2
|
|
Short-arc
|
|
63 (Trim 0.3)
|
Migatronic
|
|
7
|
Plug weld
|
1.1 / 2.2
|
|
Short-arc
|
|
63 (Trim 0.3)
|
Migatronic
|
|
8
|
Plug weld
|
1.1 / 1.2 / 2.2
|
|
Pulse
|
|
58 (Trim -1)
|
Migatronic
|
|
9
|
Overlap
|
1.1 / 1.2
|
|
Short-arc
|
|
63 (Trim 0.3)
|
Migatronic
|
|
6
|
Overlap
|
1.1 / 1.2
|
2
|
Short-arc
|
2.3
|
|
Fronius
|
|
7
|
Plug weld
|
1.1 / 2.2
|
2
|
Short-arc
|
2.3
|
|
Fronius
|
|
8
|
Plug weld
|
1.1 / 1.2 / 2.2
|
4
|
Pulse
|
3.3
|
|
Fronius
|
|
9
|
Overlap
|
1.1 / 1.2
|
2
|
Short-arc
|
2.3
|
|
Fronius
|
|
6
|
Overlap
|
1.1 / 1.2
|
4
|
Pulse
|
4.3
|
|
Wieländer
|
|
7
|
Plug weld
|
1.1 / 2.2
|
4
|
Pulse
|
4.3
|
|
Wieländer
|
|
8
|
Plug weld
|
1.1 / 1.2 / 2.2
|
4
|
Pulse
|
4.3
|
|
Wieländer
|
|
9
|
Overlap
|
1.1 / 1.2
|
4
|
Pulse
|
4.3
|
|
Wieländer
|
|
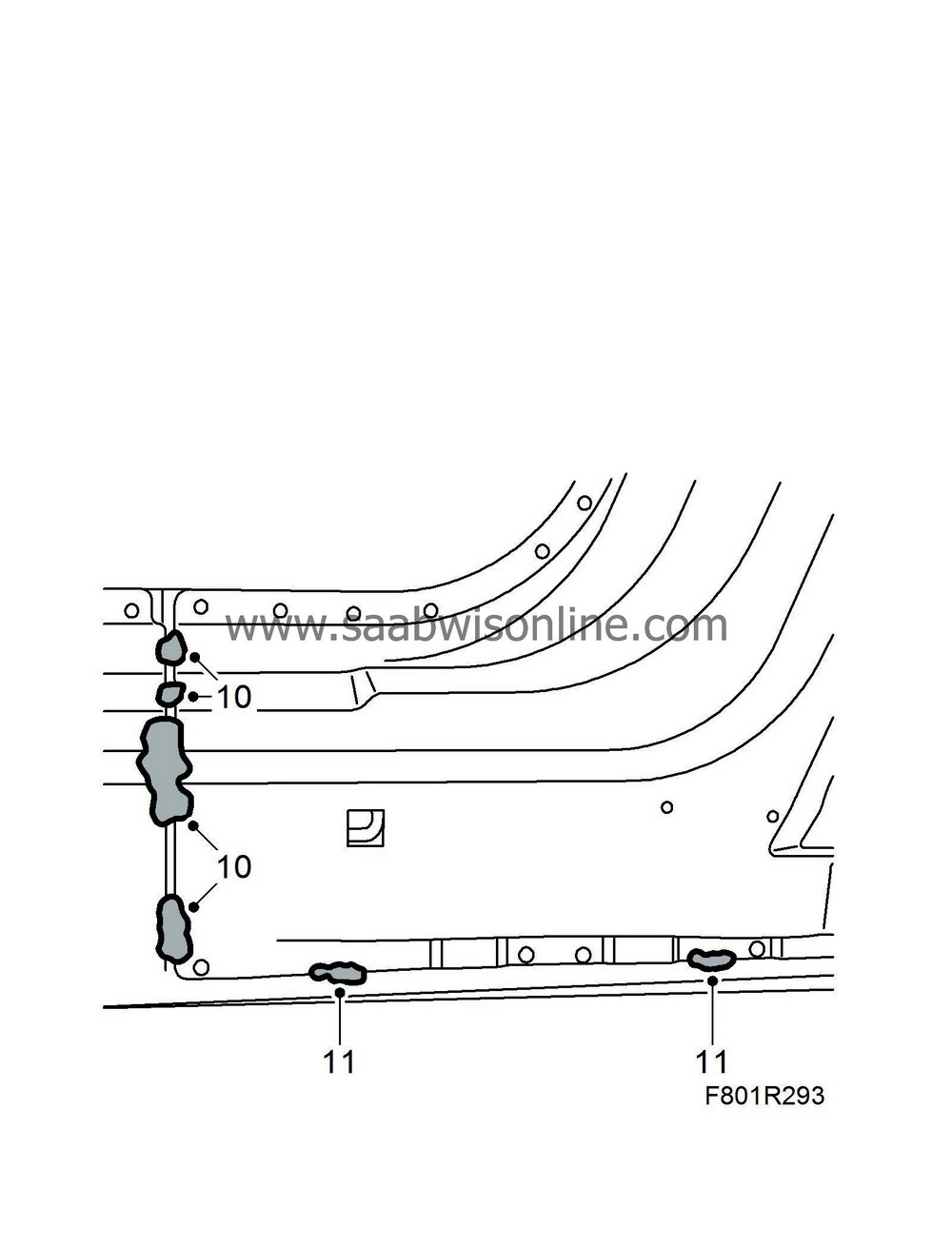
Parameters for outer sill
|
Area
|
Type of joint
|
Plate-metal combination
|
Program
|
Method
|
Rod supply
|
Ampere
|
Manufacturer
|
|
10
|
Overlap
|
0.8 / 2.2
|
4
|
Pulse
|
2.7
|
|
Kemppi
|
|
11
|
Overlap
|
0.8 / 2.2
|
4
|
Pulse
|
2.7
|
|
Kemppi
|
|
10
|
Overlap
|
0.8 / 2.2
|
6
|
|
5.0
|
|
Cloos
|
|
11
|
Overlap
|
0.8 / 2.2
|
6
|
|
5.0
|
|
Cloos
|
|
10
|
Overlap
|
0.8 / 2.2
|
2
|
Short-arc
|
4.0
|
|
ElmaTech
|
|
11
|
Overlap
|
0.8 / 2.2
|
2
|
Short-arc
|
4.0
|
|
ElmaTech
|
|
10
|
Overlap
|
0.8 / 2.2
|
|
Short-arc
|
|
63 (Trim 0.3)
|
Migatronic
|
|
11
|
Overlap
|
0.8 / 2.2
|
|
Short-arc
|
|
63 (Trim 0.3)
|
Migatronic
|
|
10
|
Overlap
|
0.8 / 2.2
|
2
|
Short-arc
|
2.3
|
|
Fronius
|
|
11
|
Overlap
|
0.8 / 2.2
|
2
|
Short-arc
|
2.3
|
|
Fronius
|
|
10
|
Overlap
|
0.8 / 2.2
|
4
|
Pulse
|
4.3
|
|
Wieländer
|
|
11
|
Overlap
|
0.8 / 2.2
|
4
|
Pulse
|
4.3
|
|
Wieländer
|
|
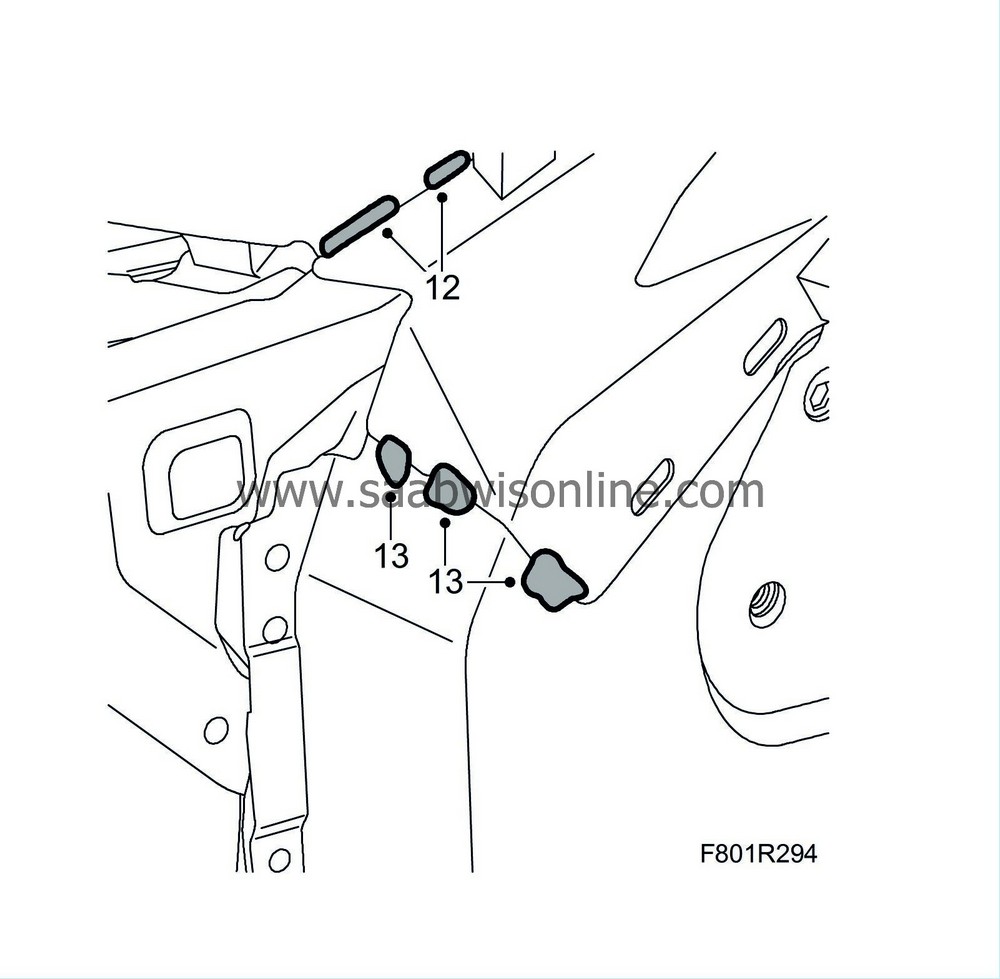
Parameters for windscreen frame, lower section
|
Area
|
Type of joint
|
Plate-metal combination
|
Program
|
Method
|
Rod supply
|
Ampere
|
Manufacturer
|
|
12
|
Overlap
|
1.2 / 1.0
|
4
|
Pulse
|
2.7
|
|
Kemppi
|
|
13
|
Overlap
|
1.2 / 2.2
|
4
|
Pulse
|
2.7
|
|
Kemppi
|
|
12
|
Overlap
|
1.2 / 1.0
|
6
|
|
5.0
|
|
Cloos
|
|
13
|
Overlap
|
1.2 / 2.2
|
6
|
|
5.0
|
|
Cloos
|
|
12
|
Overlap
|
1.2 / 1.0
|
2
|
Short-arc
|
4.0
|
|
ElmaTech
|
|
13
|
Overlap
|
1.2 / 2.2
|
2
|
Short-arc
|
4.0
|
|
ElmaTech
|
|
12
|
Overlap
|
1.2 / 1.0
|
|
Short-arc
|
|
63 (Trim 0.3)
|
Migatronic
|
|
13
|
Overlap
|
1.2 / 2.2
|
|
Short-arc
|
|
63 (Trim 0.3)
|
Migatronic
|
|
12
|
Overlap
|
1.2 / 1.0
|
2
|
Short-arc
|
2.3
|
|
Fronius
|
|
13
|
Overlap
|
1.2 / 2.2
|
2
|
Short-arc
|
2.3
|
|
Fronius
|
|
12
|
Overlap
|
1.2 / 1.0
|
4
|
Pulse
|
4.3
|
|
Wieländer
|
|
13
|
Overlap
|
1.2 / 2.2
|
4
|
Pulse
|
4.3
|
|
Wieländer
|








